

Zinc sprayer
Zinc Thermal Spraying
Thermal spraying usually involved several stages:
- Cleaning of the surface from oil and other contaminants
- Surface preparation that usually consists of abrasive grit blasting to roughen the surface
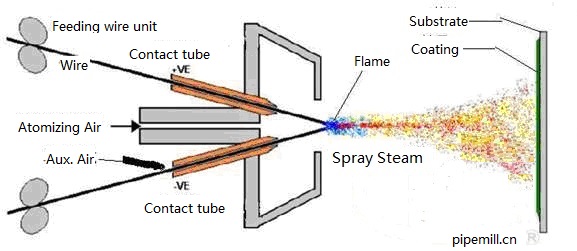
- Thermal spraying: The sprayed metal impacts and attaches to the roughened steel and solidifies. Subsequent layers of spray should build up the coating thickness to as thick as 300 microns (
- Sealing of the coating unless it is to be painted to provide additional protection to the steel
Surface Preparation
To guarantee good bond strength between the steel target and the sprayed metal coating, a specified roughness must be applied to the steel surface. Grit blasting is mainly used, based on impact of an abrasive, rather than shot blasting, which uses steel shot because the abrasive gives a rougher surface that allows for better coating bond strength. The purpose of the preparation is to remove surface imperfections such as oxides of iron, and to provide a surface profile on the steel target that has angular peaks and valleys, caused by the impact of the abrasive. The norm for surface preparation is EN 8501-1 Grade SA3. The blast profile should not exceed 100-125 μm, or excessive roughness of the sprayed surface, even after applying 100 μm of metallic sprayed coating, will persist.
A typical steel surface profile produced by abrasive grit is can be found in below figure, showing the favorable angular profile produced by abrasive grit.
None
PRODUCTS
NEWS CENTER
FOLLOW US

ABOUT US


Copyright © Shijiazhuang FOREVER Machinery Company All rights reserved ICP:冀ICP备17023901号-1